
板金加工製品で曲げ加工を行うと、塑性変形によって不要な箇所に膨らみが生じてしまうことがあります。この膨らみを無理やり補正しようとすると、クラックの発生もしくは破断してしまうこともあります。それらの不具合が発生することによって、設計変更が発生したり、材料の再調達が必要になってしまいます。未然に防止するためにも、設計段階から板厚と曲げ加工によって発生する膨らみや、また部品同士の干渉を検討しておく必要があります。
-
BEFORE
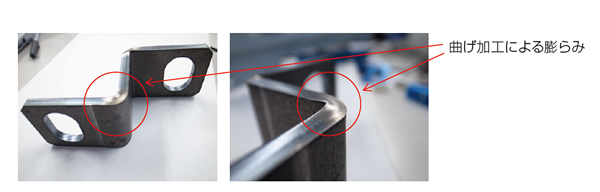
筐体製品または筐体部品において、曲げ加工を行った際に、曲げた箇所が膨らんでしまう場合がありました。特に筐体の板材が厚板の場合には、曲げによって発生する膨らみが出やすい傾向があります。膨らみが発生してしまったときの対応方法として、機械加工によって膨らんでいる箇所を削り取る方法があります。しかし、この方法では亀裂や割れが発生する可能性もあり、その場合には筐体製品、筐体部品を破棄、再製作となっていました。
-
AFTER
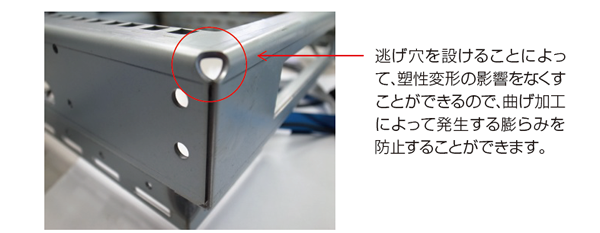
筐体製品または筐体部品で、曲げ加工を行う際に発生する膨らみを防止する方法として、逃げ穴を設ける方法があります。特に、板厚が厚くなるほど逃げ穴は有効です。機能的に問題がないのであれば、逃げ穴を設けておくことで、筐体製品、筐体部品の曲げ箇所で発生する塑性変形の影響をなくすことが可能になります。これにより、曲げ加工後の機械加工も不要になるので、生産リードタイムの短縮およびコストダウンを実現するここができます。