
筐体やケース、キャビネットなどをはじめとする板金加工製品において、曲げ加工の近くでは、板金加工製品の素材の伸びのために引張力が働くので、穴の位置が曲げの位置に近いと穴が変形する場合があります。曲げの位置から穴の縁までの寸法は、板厚、穴径、金型の構造によって影響されますが、穴が変形せずに曲げ加工を行うことができる最小寸法を設計段階から考慮しておき、それ以下の場合には上記のような、穴の変形を防ぐことができる対策を行う必要があります。
-
BEFORE
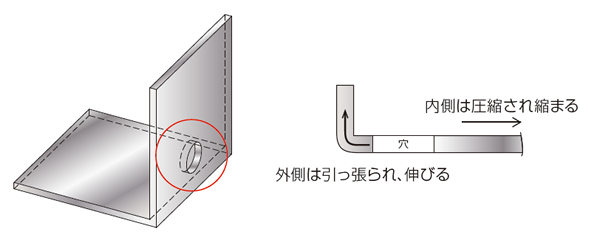
筐体に代表される板金加工製品の曲げ加工を行う際に、穴が曲げの位置に近いために穴が変形してしまい、ネジやボルトなどの締結部品やシャフトなどが入らないといったトラブルがありました。これは、筐体の穴が曲げの位置に近すぎるために、塑性変形の影響を受けて穴が変形してしまっているからです。筐体の曲げ加工を行った内側は圧縮されるので板が縮まり、一方で外側は引っ張られるので板が伸ばされます。これによって穴の変形が生じます。
-
AFTER
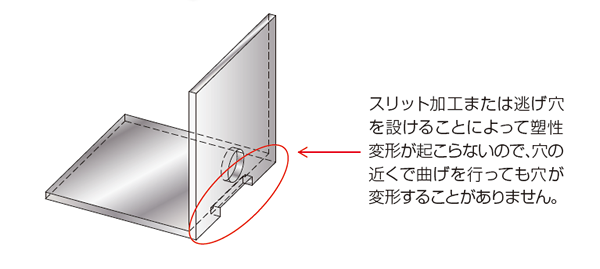
筐体に代表される板金加工製品の曲げ加工を行う際に、曲げの箇所の付近に穴があると、塑性変形によって、穴が変形する問題がありました。この問題を解決するには、曲げ部分にスリット加工または、逃げ穴を設けることによって変形を回避することができます。スリット加工または逃げ穴があることによって、1枚の板の裏表に同居(外側は引っ張られ、内側は圧縮されている)している塑性変形がなくなるため、穴の変形を回避することができました。