
筐体でネジ、ボルトでの締結のためにタップが必要になる場合、ナット溶接や圧入ナットによってネジ止め分の高さを作り出すことも可能です。しかし、リベットと同様にナットや圧入ナット自体も部品であるので、その調達コスト、リードタイムを短縮させる加工方法が望ましいと言えます。また、特に薄板の筐体の場合にはナットをTIG 溶接することで歪みの発生が懸念されます。歪み修正などの仕上げ加工を発生させないためにも、バーリングカシメ(バーリング加工)が有効であると言えます。
-
BEFORE
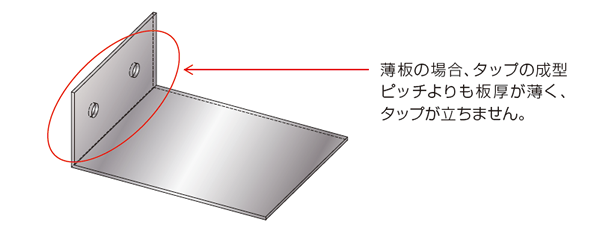
ネジ、ボルトなどの締結部品を使用しての組み立てが必要な筐体において、タップを成型する場合があります。厚板の筐体の場合は問題なくタップを成型することが可能です。しかし、薄板の筐体(t 0.8 ~ 1.2)では、タップの成型ピッチよりも板厚が薄いために、タップが立たない場合がありました。無理にタップを成型しようとするとクラックが発生したり、タップの高さが足りないので、部品同士がしっかりと締結することができませんでした。
-
AFTER
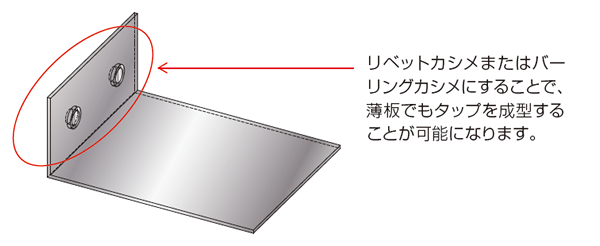
薄板を使用する筐体において、タップの成形ピッチよりも板厚が薄い場合にはタップが立たないので、リベットカシメまたはバーリングカシメに変更することで対応が可能になりました。また、リベットも1つの部品であるので、リベットカシメ(リベット加工)よりもバーリングカシメ(バーリング加工)に変更することで部品調達が不要になり、コストダウンにもなります。このように。設計段階から、タップの成形ピッチと板厚の関係を意識した図面作成を行うことでコストダウンを実現することが可能になります。